

啄钻G73
原创 石璇 Siemens数控技术应用 2015-10-13 08:57:41
G73为ISO模式下快速断屑式深孔钻削循环,即常说的啄钻。
编程格式如下:
G73 X...Y...R...Q...F...K...
X,Y:钻孔位置
Z:钻孔深度
R:初始平面到R平面(R点)的距离
Q:单次钻孔深度
F:进给率
K:重复次数
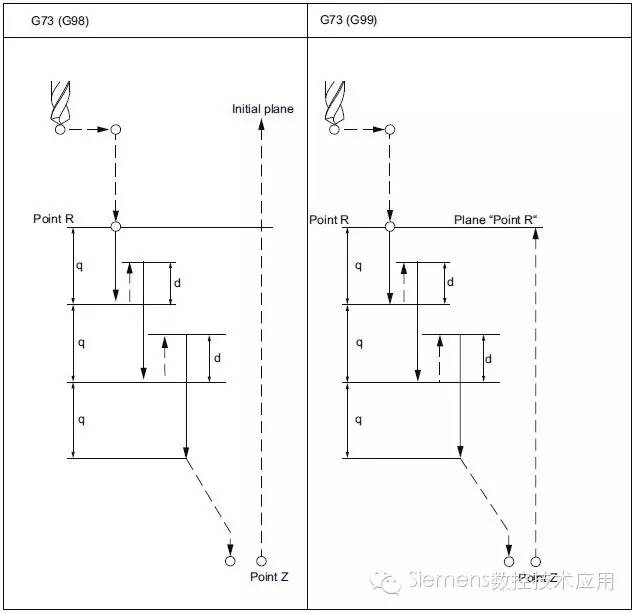
带断屑的快速深孔钻削
如上图所示,实际每次钻孔的进给深度为编程的Q值加上上一次的回退量。此种快速深孔钻削是通过每次回退时进行排屑
的。
在西门子系统中使用G73时,回退动作会使用快移的速度进行回退。安全平面的距离在GUD里的_ZSFR[0]中定义,断屑的
回退量(上图中的d)在GUD _ZSFR[1]里定义,如果_ZSFR[1]>0,则按照该变量里的数值进行回退,如果_ZSFR[1]=0,那么回
退量将默认为1mm。
使用中的注意事项:
- G功能的第一组即G00~G03等不可与G73编在同一行,否则将会取消G73循环。
- 通常编程时会将Q和R编在同一行,否则编程值不会模态保持。
- 如果更换钻孔轴,那么必须先取消固定循环。
背景知识小贴士:
啄钻不是一种新的刀具或者钻头,是一种钻孔加工方式,对于加工材质比较粘地,不容易断屑的,孔又比较深的一般都采
用这种方式:钻头每钻一定深度就退后一点或者完全退出孔,以强制断屑或者方便排屑,像啄木鸟一样。
一般来说,如果钻头有内冷,采用数控机床加工的时候,程序编制上,可以采取每钻深比如1-5mm就退0.2mm的步进进给方
式,强制断屑并由内冷将铁屑冲出,这样的加工方式,由于退刀很少只有0.2mm,在实际加工中几乎感觉不到退刀动作;
如果没有内冷,一般是钻一定深度后比如5mm,强制钻头完全退出孔排屑后再进到孔内继续钻孔。这样以防止铁屑堆积导
致钻头折断,同时也能减少因为铁屑堆积导致的钻尖热堆积而造成刀具快速磨损。
深孔钻G73与G83的区别:G73退刀量是增量的,退刀点是每次钻深的终点往上抬一个退刀量,而G83的退刀点是固定的,
就是设定后每次都会抬刀到固定位置,也就是工件表面。
感谢关注!微信号:Siemens_CNC_TAC
扫一扫:
↓↓↓↓↓↓点击阅读原文查看历史信息
阅读原文


© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END



暂无评论内容